


-
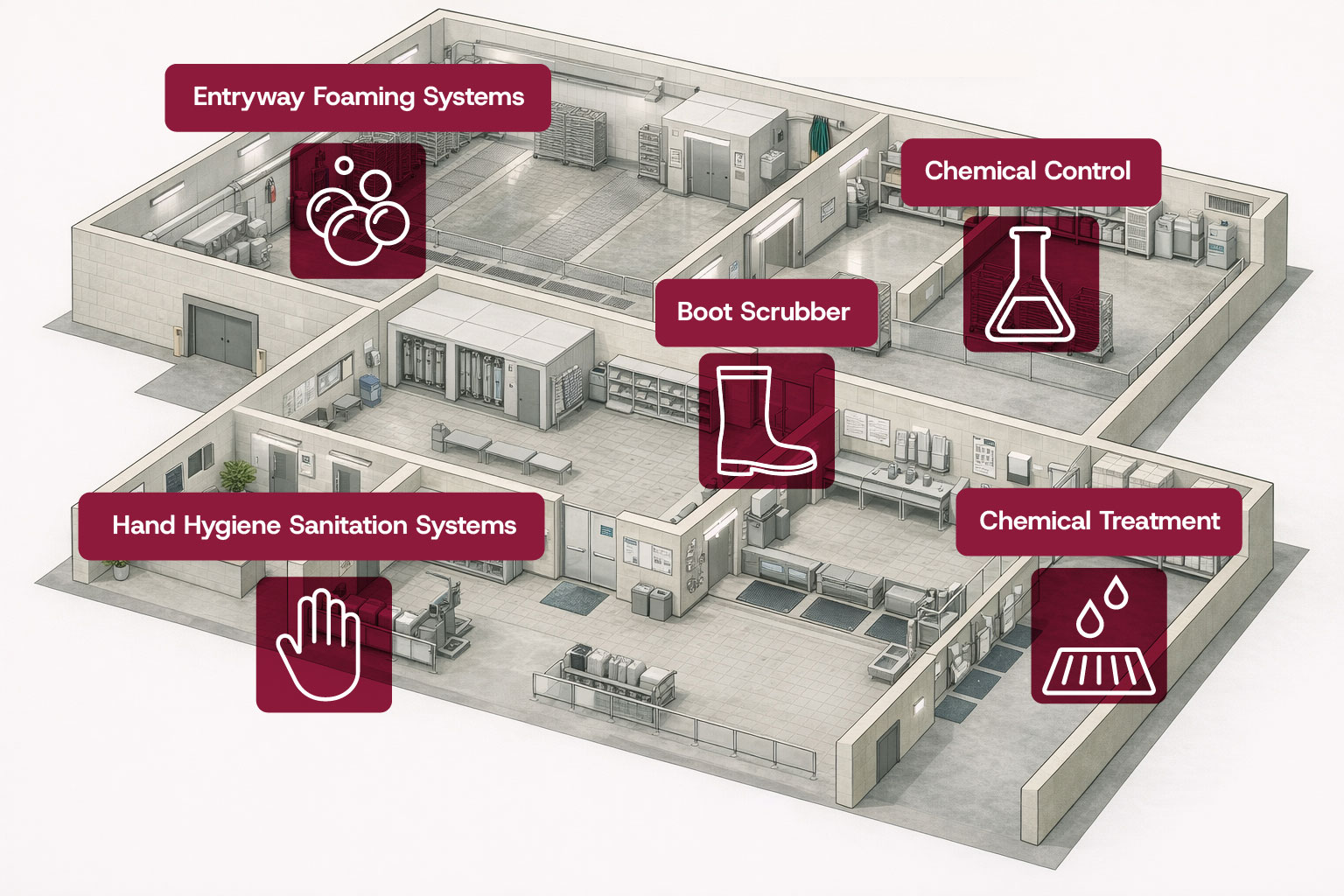
Supporting a Wide Range of Food Processing Environments:
Ready-to-Eat Food Processing
Meat & Poultry Processing
Dairy & Cheese Production
Bakeries & Snack Manufacturing
Beverage Plants & Breweries
Wineries & Distilleries
Frozen Food Manufacturing
Pet Food Production

Daily Chemical Preparation
Dispense cleaning and sanitizing chemicals at the correct dilution. MX Plus helps reduce mixing errors, control chemical use, and keep bottles and buckets ready for daily sanitation tasks.

Centralized Sanitation Dispensing
Organize multiple cleaning chemicals in one secure dispensing station. MX Solution, a lockable design supports safer chemical handling and gives sanitation teams quick access to bottle-fill and bucket-fill solutions.
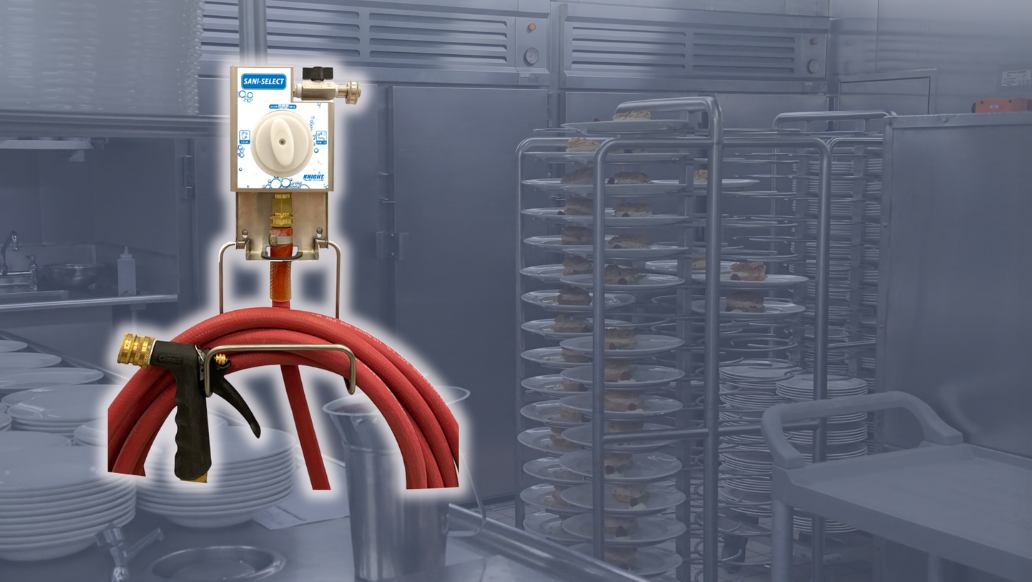
Production Area Sanitation
Clean and sanitize production areas with one compact system. Sani-Select applies foam, rinse water, and sanitizer to support consistent sanitation across food-processing surfaces and equipment.




Design Your Audit-Ready Chemical Dispensing System Today
Request a consultation to identify gaps in your current sanitation zone and discover our comprehensie solutions.